- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик



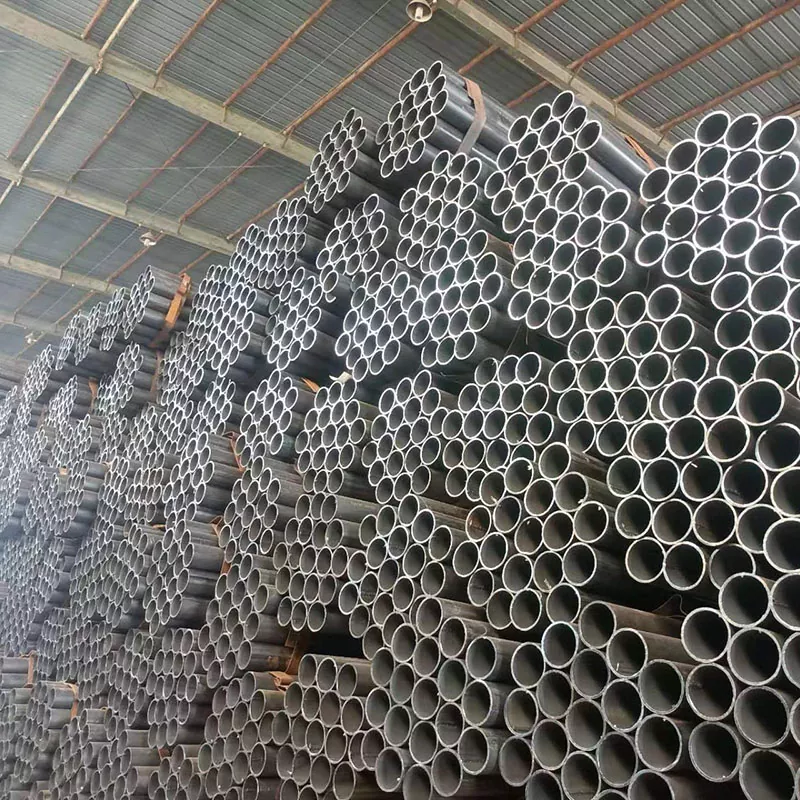


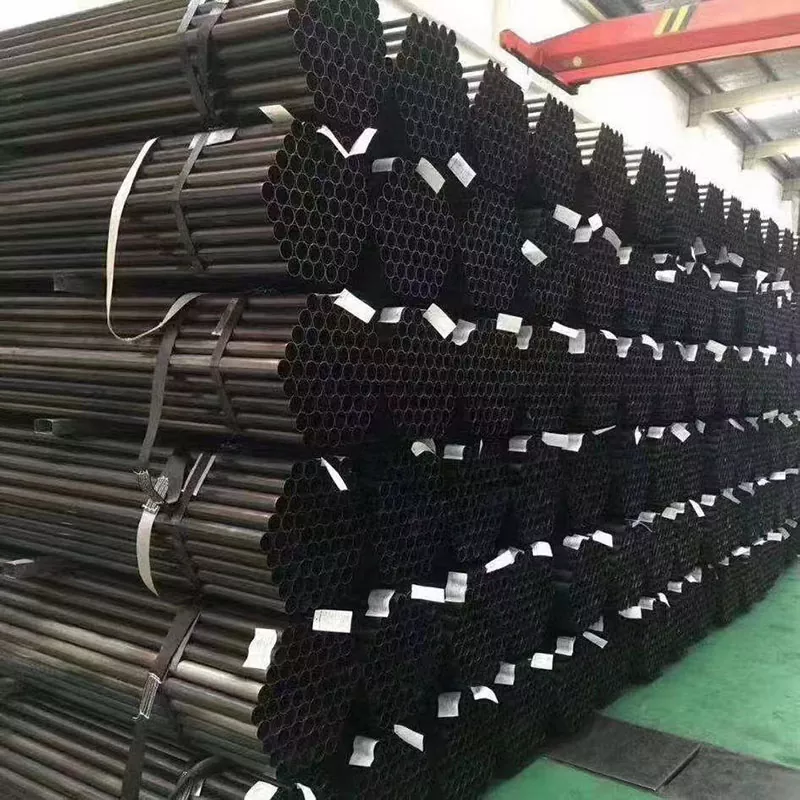
অনুদৈর্ঘ্য ঢালাই পাইপ
Xinlida প্রস্তুতকারকের দ্বারা উত্পাদিত অনুদৈর্ঘ্য ওয়েল্ডেড পাইপ একটি ইস্পাত প্লেট বা ইস্পাত স্ট্রিপ ঘূর্ণিত, ঢালাই প্রযুক্তি (যেমন উচ্চ ফ্রিকোয়েন্সি ঢালাই বা নিমজ্জিত আর্ক ওয়েল্ডিং) দ্বারা একটি সরল রেখায় ঢালাই করে একটি নলাকার কাঠামো তৈরি করে। সীমলেস স্টিল পাইপের সাথে তুলনা করে, স্ট্রেইট সীম স্টিলের পাইপের উত্পাদন প্রক্রিয়া কম শক্তি এবং কম শক্তির তুলনায় সহজ এবং কম খরচ হতে পারে। বিজোড় ইস্পাত পাইপ যে.
অনুসন্ধান পাঠান
পণ্যের বর্ণনা
অনুদৈর্ঘ্য ওয়েল্ডেড পাইপের উত্পাদন প্রক্রিয়া "কাঁচামাল প্রিট্রিটমেন্ট-ফর্মিং-ওয়েল্ডিং-ফিনিশিং" এর মূল প্রক্রিয়া অনুসরণ করে এবং প্রতিটি ধাপ নির্ভুলতা এবং শক্তি নিয়ন্ত্রণের চারপাশে আবর্তিত হয়। পদ্ধতিটি নিম্নলিখিত ধাপগুলি নিয়ে গঠিত: প্রথমত, কাঁচামাল প্রস্তুত করা, একটি হট-রোল্ড স্টিলের স্ট্রিপ বা একটি বেস কয়েল স্টিল স্টিল স্টিল তৈরি করা, স্টিলের কয়েল তৈরি করা। একটি স্লিটিং মেশিনের মাধ্যমে পাইপ ব্যাসের প্রয়োজনীয়তা পূরণ করা, এবং তারপর পৃষ্ঠের অক্সাইড স্কেল এবং অমেধ্য অপসারণের জন্য সমতলকরণ এবং ডিরাস্টিং চিকিত্সা করা যাতে ঢালাইয়ের গুণমানকে প্রভাবিত না করা যায়; এবং তারপর একটি গঠন পর্যায়ে প্রবেশ করে, যেখানে ইস্পাত স্ট্রিপটি ক্রমাগত রোলার ফর্মিং মেশিনের মাধ্যমে ধীরে ধীরে একটি খোলা বৃত্তাকার টিউব ফাঁকা (বা বর্গক্ষেত্র বা আয়তক্ষেত্রাকার টিউব ফাঁকা) মধ্যে বাঁকানো হয়, যাতে নিশ্চিত করা যায় যে টিউবের ফাঁকা প্রান্তগুলি সারিবদ্ধ করা হয়েছে এবং বক্রতা অভিন্ন রয়েছে এবং পরবর্তী ওয়েল্ডিংয়ের জন্য একটি ভিত্তি স্থাপন করা হয়েছে।


গঠনের পরে, টিউব ফাঁকা অবিলম্বে ঢালাই লিঙ্কে প্রবেশ করে এবং মূলধারাটি উচ্চ-ফ্রিকোয়েন্সি ইন্ডাকশন ওয়েল্ডিং বা আর্ক ওয়েল্ডিং গ্রহণ করে: উচ্চ-ফ্রিকোয়েন্সি ঢালাই টিউব ফাঁকা প্রান্তকে দ্রুত একটি গলিত অবস্থায় গরম করতে ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন ব্যবহার করে, এবং তারপর ঢালাইটি টিপে সম্পূর্ণ হয়; বেস ওয়েল্ডার ক্লোজ এবং এক্সট্রুশন ক্লোজ করা হয়। আর্ক ওয়েল্ডিং পুরু-দেয়ালের টিউবের জন্য উপযুক্ত, এবং সংযোগটি একটি ইলেক্ট্রোড বা একটি ঢালাই তারের সাথে গলিত পুলটি পূরণ করে উপলব্ধি করা হয়। ঢালাইয়ের পরে, ছিদ্র এবং ফাটলের মতো ত্রুটিগুলি দূর করতে ঢালাই পরিদর্শন (যেমন অতিস্বনক এবং এক্স-রে পরিদর্শন) করা হবে, মেশিনের সঠিক ব্যাসকে সঠিকভাবে ক্যালিব্রেট করা এবং মেশিনের সঠিক ব্যাসকে সঠিকভাবে কেটে দেওয়া। নির্দিষ্ট দৈর্ঘ্য, এবং শেষ পৃষ্ঠের প্রক্রিয়াকরণ এবং অ্যান্টি-জারোশন ট্রিটমেন্ট (যেমন গ্যালভানাইজিং এবং পেইন্টিং) চালিয়ে অবশেষে যোগ্য সোজা ঝালাই পাইপ পণ্য তৈরি করুন।


হট ট্যাগ: চীন অনুদৈর্ঘ্য ঢালাই পাইপ
সম্পর্কিত বিভাগ
অনুসন্ধান পাঠান
নীচের ফর্মে আপনার তদন্ত দিতে নির্দ্বিধায় দয়া করে. আমরা আপনাকে 24 ঘন্টার মধ্যে উত্তর দেব।





